Food and packaging inspection, including inspection, measurement, or counting of bottles, cans, containers, labels, foods, pills, and more, offers different challenges than electronics or semiconductor inspection. It is important to find all the dead pixels in a flat panel television, but it is vital that the labels on your prescription medicine are accurate and legible, and that food containers are free of contaminants before filling and properly sealed afterwards. Industrial machine vision plays an important role in quality control for many foods and pharmaceuticals. Color imaging, which is not necessary for many industrial applications, can become very important in food inspection; near-infrared and infrared wavelengths can further extend the ability to judge ripeness or "doneness."
Food, pharmaceutical, and packaging inspection brings other challeges too: some foods, medicines or containers cannot tolerate bright lights or the high temperatures that often accompany them. This makes low-light image quality very important. Sealed, opaque packages and containers bring other inspection challenges, but with our infrared and X-Ray technology, Teledyne can offer innovative solutions beyond the visible spectrum.
Teledyne area scan cameras offer many productivity benefits as detailed in Improving Productivity in the Food & Beverage Industry.

Verify seal integrity
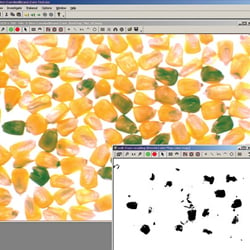
Grade grain or fruit

Verify labeling and lot codes
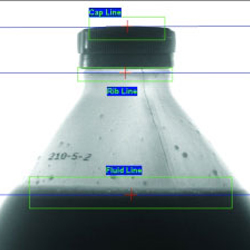
Check fill levels